 EN
EN
Teollisuuden uutisia
Dec 30,2020
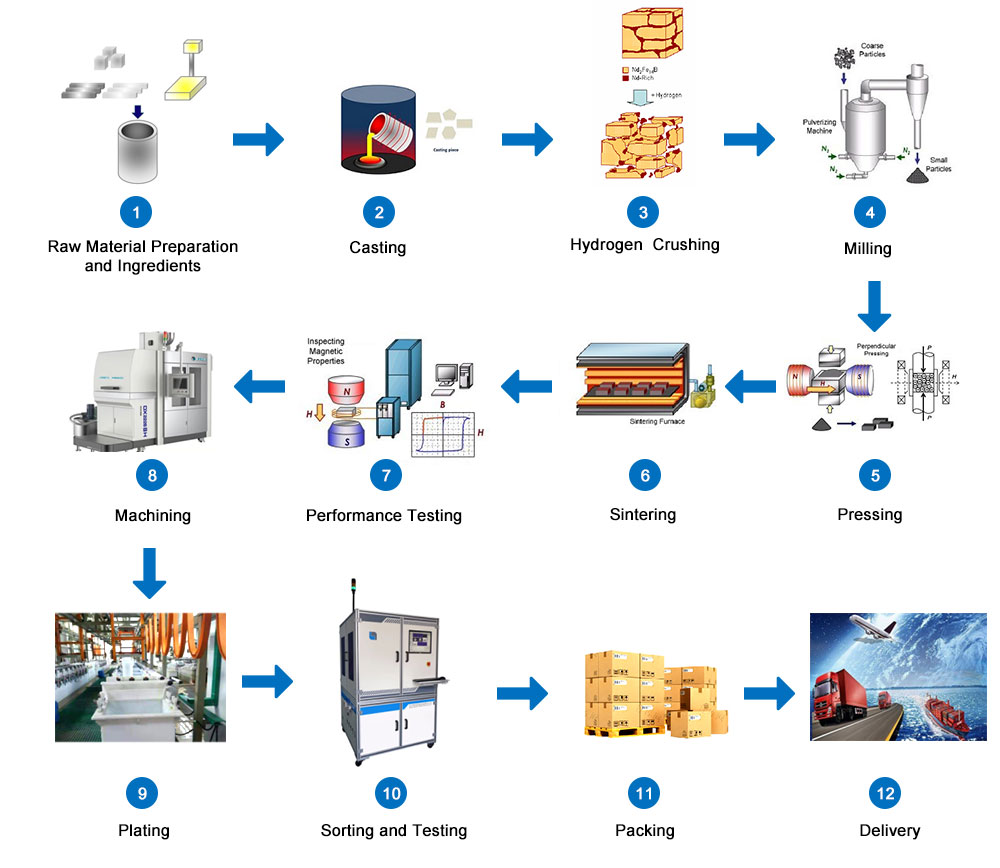
Kuinka sintrattu NdFeB-magneetti valmistetaan
Sintratut NdFeB-kestomagneettimateriaalit jaetaan pieniin pakkovoimaan (N), keskikokoiseen pakkovoimaan M, korkeaan pakottavaan voimaan H, erittäin korkeaan pakkovoimaan SH, ultrasuuriin pakkovoimaan UH magneettisen polarisaatiovoiman pakkovoiman mukaan, korkean koersitiivisen EH-luokan kuuden tuotteen.
Klikkaa tutustuaksesi tuotteisiimme: Sintrattu NdFeB-magneetti
1. Koostumussuunnittelu: Sintratun NdFeB:n koostumussuunnittelu on erittäin tärkeä. Se liittyy siihen, voivatko tuotteen laatu- ja magneettisen suorituskyvyn indikaattorit täyttää asiakkaiden vaatimukset, koska monet materiaalin sisäiset magneettiset ominaisuudet, kuten magneettinen polarisaatio, Curie-lämpötila jne. Se määräytyy materiaalin koostumuksen mukaan. Koostumussuunnittelun perusperiaatteena on varmistaa riittävän korkea luontainen suorituskyky materiaalikustannukset kokonaisvaltaisesti huomioiden. (Raaka-ainekustannukset muodostavat noin 65–90 % sintrattujen NdFeB-materiaalien kokonaiskustannuksista. Käyttäjän magneettisen suorituskyvyn vaatimusten täyttyessä halpoja komponentteja tulisi käyttää mahdollisimman paljon ja harvinaisia maametalleja ja muita jalometallimateriaaleja vähemmän)
2. Harkkojen/viipaleiden sulatus: Sulatus on ensimmäinen prosessi, jossa sintratut NdFeB-magneetit tulevat tuotantoprosessiin. Sulatusuuni tuottaa metalliseosnauhoja. Prosessi vaatii uunin lämpötilan saavuttamaan noin 1300 astetta ja kestää neljä tuntia. Tämän prosessin jälkeen raaka-aineet jalostetaan metalliseoshiutaleiksi lämpösulattamalla ja jäähdyttämällä, minkä jälkeen siirrytään seuraavaan prosessiin.
3. Jauhetus: Jauhatuksen tarkoituksena on murskata suuret metalliseosharkot tietyn kokoisiksi jauheiksi. Yleisesti käytetty jauhetusprosessi on valmistaa NdFeB-sentrifugointiliuskoja (SC-tabletteja) vetymurskaamalla ja suihkujauhatuksella. Hyvin suunnatun magneetin saamiseksi jauhehiukkasilta vaaditaan pieni koko (3-4 μm) ja tiivistetty kokojakauma, ja jauhehiukkaset ovat pallomaisia tai lähes pallomaisia.
4. Suunta ja tiivistys: Viimeisessä numerossa olen esitellyt sintratun NdFeB:n magneettisen orientaation. Jauhemagneettikentän suuntaus on yksi tärkeimmistä teknologioista korkean suorituskyvyn sintratun NdFeB:n valmistuksessa. Kun murskattu magneettinen jauhe on ladattu muottiin, ulkoinen magneettikenttä kohdistetaan suuntaamiseen ja jauhe tiivistetään orientoinnin jälkeen. Tällä hetkellä yleisesti käytetään kolmen tyyppisiä muovausmenetelmiä: kalvopaine, muottipuristus ja kylmäisostaattinen puristus ja kumimuotti isostaattinen puristus. Samalla neodyymipitoisuudella isostaattisella kumimuottipuristuksella voidaan saada suurempi magneettinen energiatuote.
5. Sintraus ja karkaisu: Sintratun NdFeB-jauhetiivisteen suhteellinen tiheys on suhteellisen suuri, hiukkasten välinen kosketus on mekaaninen ja sidoslujuus on alhainen. Tiheyden lisäämiseksi edelleen, jauhehiukkasten välisten kosketusominaisuuksien parantamiseksi ja lujuuden lisäämiseksi, jotta magneetilla olisi korkean pysyvän magneettisen suorituskyvyn mikroskooppiset ominaisuudet, on tarpeen lämmittää tiiviste jauheen perusfaasin sulamispisteen alapuolelle ja lämpökäsittelyä jonkin aikaa. Tätä prosessia kutsutaan sintraukseksi.
Sen jälkeen, kun sintrattu magneetti on sammutettu korkeassa lämpötilassa, raerajan vaihejakauma on epätasainen ja raeraja ei ole selvä. Siksi on välttämätöntä karkaista tietyssä lämpötilassa rakenteen optimoimiseksi parempien magneettisten ominaisuuksien saamiseksi. Karkaisulla tarkoitetaan sintratun magneettijauheaihion jäähdyttämistä tiettyyn lämpötilaan ja sen jälkeen uudelleen kuumennusta. Karkaisulämpötila on määritettävä kokeella tai lämpöeroanalyysillä.
6. Koneistus ja pintakäsittely: Sintrattuja NdFeB-magneetteja on todella käytetty eri muotoja, kuten kiekkoja, sylintereitä, renkaita, neliöitä, laattoja, sektoreita ja erilaisia epäsäännöllisiä muotoja. Kestomagneettielementtien eri muodoista ja kooista johtuen tuotantoprosessissa muita magneetteja on vaikea muovata kerralla, lukuun ottamatta suurikokoisia tavallisia kestomagneettielementtejä. Siksi yleensä jauhemetallurgisessa prosessissa herra valmistaa suuria kappaleita aihioista sintrauksen ja karkaisun jälkeen ja sitten mekaanisella käsittelyllä (mukaan lukien leikkaaminen, lävistys jne.), hiontakäsittelyllä ja pintapinnoituskäsittelyllä asiakkaiden tarpeiden mukaisten tuotteiden valmistamiseksi. Muoto- ja kokoiset magneettiset materiaalit. Koneistustyyppejä on 3, mukaan lukien
1. Sylinterimäisten ja neliömäisten pylväsmagneettien leikkaamista kiekon ja neliön muotoisiksi elementeiksi kutsutaan leikkaamiseksi
2. Pyöreän ja neliömäisen magneettien koneistamista viuhkamaiseksi, laatan muotoiseksi tai uritetuksi tai muuksi monimutkaiseksi magneetiksi kutsutaan ääriviivakäsittelyksi
3. Pyöreän ja neliömäisen tangon magneettien työstämistä sylinterimäisiksi tai neliömäisiksi lieriömäisiksi elementeiksi kutsutaan poraukseksi
Työstömenetelmiä ovat hionta ja viipalointi, sähköpurkausleikkaus ja laserkäsittely.
7. Laaduntarkastus: Sintrattujen NdFeB-kestomagneettien tuotantoprosessin aikana tehtävän laaduntarkastuksen ja tuotteen laaduntarkastuksen tulee sisältää seuraavassa taulukossa luetellut kohteet, mutta jokaista tuotetta ei tarvitse tarkastaa, mikä on määritettävä tuotetilaussopimuksen vaatimusten mukaan. Päätetty.
Jinlun Magnet on erikoistunut tutkimukseen ja kehitykseen, korkean suorituskyvyn harvinaisten maametallien tuotanto ja myynti magneettimateriaalit.
Pikalinkit
Yhteystiedot.
-
 Sales00@jlmagnet.com
Sales00@jlmagnet.com
-
 +86-574-6321 2222
+86-574-6321 2222
-
 No. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, Zhejiangin maakunta, Kiina
No. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, Zhejiangin maakunta, Kiina
Mobiili QR-koodi
Tekijänoikeus © Ningbo Jinlun Magnet Technology Co., Ltd. Kaikki oikeudet pidätetään.
Kiinan sintrattujen NdFeB-magneettien valmistaja tukku sintrattu NdFeB magneetti tehdas

TOP

