 EN
EN
Kotiin / Uutiset / Teollisuuden uutisia / Kuinka suojata synkronimoottoreiden sintratut NdFeB-magneetit korroosiolta?
Teollisuuden uutisia
Oct 24,2025
Kuinka suojata synkronimoottoreiden sintratut NdFeB-magneetit korroosiolta?
Miksi synkronimoottoreiden sintratut NdFeB-magneetit ovat alttiita korroosiolle?
Ennen suojausmenetelmien tutkimista on tärkeää ymmärtää sintrattujen NdFeB (neodyymi-rauta-boori) -magneettien korroosion perimmäiset syyt – vahvimmat saatavilla olevat kestomagneetit, mutta jotka ovat luonnostaan herkkiä hajoamiselle. Tämä haavoittuvuus vahvistuu synkronisissa moottoreissa (käytetään sähköautoissa, teollisuuskäytöissä ja uusiutuvan energian järjestelmissä), jotka toimivat usein ankarissa ympäristöissä:
Materiaalin koostumuksen heikkous:
Sintratut NdFeB-magneetit sisältävät 25–35 % neodyymiä (Nd) ja 60–70 % rautaa (Fe) – molemmat erittäin reaktiivisia metalleja. Nd hapettuu nopeasti ilmassa muodostaen irtonaisia, huokoisia oksideja (Nd2O3), kun taas Fe ruostuu (Fe2O3/Fe3O4) kosteuden läsnäollessa. Magneetin sintrattu rakenne (joka muodostuu puristamalla ja kuumentamalla) muodostaa myös pieniä huokosia (0,1–1 μm) sen pinnalle – nämä huokoset sitovat kosteutta, happea ja epäpuhtauksia (esim. moottoriöljyä, pölyä) kiihdyttäen paikallista korroosiota (pistekorroosiota).
Synkronisen moottorin käyttöympäristöt:
Synkroniset moottorit altistavat magneetit korroosiolle, joka pahentaa hajoamista:
Kosteus: Sähköautojen moottorit (alusta), teollisuuspumput (lähellä vettä) tai tuuliturbiinit (ulkona) imevät kosteutta tai vesihöyryä, jotka reagoivat Nd:n ja Fe:n kanssa.
Lämpötilavaihtelut: Moottorit lämpenevät käytön aikana (80–150°C) ja jäähtyvät sammutettuaan – tämä "lämpökierto" aiheuttaa kondensaatiota moottorin sisällä, jolloin nestemäinen vesi kertyy magneettipinnoille.
Kemialliset epäpuhtaudet: Moottorien voiteluaineet (rikki- tai kloorilisäaineilla), jäähdytysnesteet (glykolipohjaiset) tai teollisuushöyryt (tehtaissa) toimivat elektrolyytteinä ja nopeuttavat sähkökemiallista korroosiota (ensisijainen syy magneetin rikkoutumiseen).
Mekaaninen rasitus: Nopeiden synkronisten moottoreiden (esim. sähköajoneuvojen vetomoottoreiden) roottorin tärinä voi murtaa suojapinnoitteita ja altistaa paljaan magneettimateriaalin syövyttäville elementeille.
Suojaamattomana korroosio vähentää magneetin magneettivuon tiheyttä (5–20 % 1–2 vuodessa) ja heikentää sen mekaanista lujuutta, mikä johtaa lopulta roottorin epätasapainoon, moottorin tehon laskuun tai magneetin täydelliseen hajoamiseen.
 Klikkaa tutustuaksesi tuotteisiimme: sintratut NdFeB-magneetit synkronimoottoreissa
Klikkaa tutustuaksesi tuotteisiimme: sintratut NdFeB-magneetit synkronimoottoreissa
Mitkä pintapinnoitustekniikat ovat tehokkaimpia korroosiosuojauksessa?
Pintapinnoitteet ovat ensimmäinen puolustuslinja sintratut NdFeB-magneetit synkronimoottoreissa – ne toimivat esteenä magneetin ja syövyttäviä elementtejä välillä. Pinnoitteen valinta riippuu moottorin käyttölämpötilasta, kosteudesta ja kustannusrajoitteista. Alla on tehokkaimmat vaihtoehdot:
Sähkötön nikkeli-fosforipinnoite (Ni-P) (yleisin moottoreissa)
Kuinka se toimii: Kemiallinen kerrostusprosessi, joka muodostaa tasaisen, tiheän nikkeli-fosforikerroksen (paksuus 5–20 μm) magneetin pinnalle. Pinnoite on kerrostettuna amorfinen (ei-kiteinen), ja lämpökäsittely (200–400°C) muuttaa sen kovaksi, kulutusta kestäväksi rakenteeksi (HV 800–1000).
Korroosionkestävyys: Ni-P-pinnoitteet kestävät 500–1000 tuntia neutraali suolasumutteen (NSS) testausta (ASTM B117:n mukaan) ilman punaruostetta – ylittää huomattavasti moottorisovelluksissa käytettävän 240 tunnin vähimmäisajan. Pinnoite sulkee pintahuokoset ja estää elektrolyytin tunkeutumisen.
Synkronisen moottorin edut:
Kestää korkeita lämpötiloja (jopa 200 °C) – yhteensopiva useimpien synkronisten moottorien toiminta-alueiden (80–150 °C) kanssa.
Erinomainen tarttuvuus sintrattuun NdFeB:hen (myös epäsäännöllisissä magneettimuodoissa, kuten roottoreiden kaarisegmentit).
Kestää moottoriöljyä ja jäähdytysnesteitä – ei kemiallista reaktiota tavallisten voiteluaineiden kanssa.
Rajoitukset: Alttia halkeilulle äärimmäisessä lämpösyklissä (esim. sähköautot, jotka kuumenevat nopeasti 25 °C:sta 150 °C:seen). Tällaisissa tapauksissa käytetään "Ni-P-pintamaalia" (esim. epoksi) joustavuuden lisäämiseksi.
Epoksihartsipinnoite (kustannustehokas vähäkosteisiin ympäristöihin)
Kuinka se toimii: Nestemäistä epoksia (lämmössä kovettuvaa polymeeriä) ruiskutetaan tai kastetaan magneetin päälle ja kovetetaan sitten 80–120 °C:ssa ohuen (10–30 μm) kalvon muodostamiseksi. Lisäaineita, kuten keraamisia hiukkasia tai korroosionestoaineita (esim. sinkkifosfaattia), voidaan lisätä tehon parantamiseksi.
Korroosionkestävyys: Vakioepoksipinnoitteet kestävät 200–400 tuntia NSS-testausta; "korkean suorituskyvyn" epoksi (korroosionestoaineilla) saavuttaa 600 tuntia. Pinnoite on kosteutta ja öljyjä läpäisemätön.
Synkronisen moottorin edut:
Edullinen (1/3 Ni-P:n hinnasta) – ihanteellinen budjettiherkille teollisuusmoottoreille (esim. pienet pumput).
Joustava – vastustaa tärinän tai lämpösyklin aiheuttamaa halkeilua (kriittistä sähköajoneuvojen vetomoottoreille).
Eristysominaisuudet – estää sähköoikosulun magneettien ja roottorin komponenttien välillä.
Rajoitukset: Alhaisen lämpötilan kestävyys (enintään 120 °C) – ei sovellu suuritehoisille synkronimoottoreille (esim. tuuliturbiinigeneraattorit, jotka saavuttavat 150 °C:n).
Fysikaalinen höyrypinnoitus (PVD) -pinnoitteet (korkeat lämpötilat, tehokkaat)
Kuinka se toimii: Tyhjiöpohjainen prosessi, joka haihduttaa metalleja (esim. alumiinia, kromia) tai keraamisia materiaaleja (esim. Al₂O₃, TiN) ja kerrostaa ne ohuena (1–5 μm) kalvona magneetin pinnalle. PVD-pinnoitteet ovat tiiviitä, tasalaatuisia ja sitoutuvat vahvasti magneettiin.
Korroosionkestävyys: PVD Al2O3 -pinnoitteet kestävät 1000 tuntia NSS-testausta ja hapettumista 500 °C:seen asti. Ne eivät läpäise happoja, emäksiä ja moottorin jäähdytysnesteitä.
Synkronisen moottorin edut:
Äärimmäisen lämpötilan sieto – ihanteellinen suuritehoisille synkronimoottoreille (esim. lentokoneen propulsiomoottorit, teollisuuskäytöt), jotka toimivat 150–250 °C:ssa.
Ohut pinnoite (ei vaikutusta magneetin mittoihin) – kriittinen tarkkuusroottorikokoonpanoissa, joissa magneetin koko vaikuttaa tasapainoon.
Rajoitukset: Korkeat kustannukset (5x enemmän kuin Ni-P) ja rajoitettu pienten erien tuotantoon – käytetään enimmäkseen ilmailu- tai premium-EV-moottoreissa.
Sinkki-nikkeli (Zn-Ni) -seospinnoite (suolavedenkestävä)
Kuinka se toimii: Galvanointiprosessi, joka muodostaa 5–15 μm paksun sinkki-nikkeliseoksen (10–15 % nikkeliä) magneetin pinnalle. Seos muodostaa passiivisen oksidikerroksen (ZnO·NiO), joka korjaa itsestään pienet naarmut.
Korroosionkestävyys: Kestää 1000 tuntia NSS-testausta – erinomainen suolavedelle alttiina oleville moottoreille (esim. laivojen synkronimoottoreille, rannikkotuuliturbiinit).
Synkronisen moottorin edut:
Erinomainen suolavedenkestävyys – suorituskykyä paremmin Ni-P rannikko- tai meriympäristöissä.
Hyvä sitkeys – kestää halkeilua roottorin tärinästä.
Rajoitukset: Alempi lämmönkestävyys (max 150°C) ja korkeammat kustannukset kuin Ni-P muissa kuin laivakäyttöisissä sovelluksissa.
Kuinka optimoida magneettirakenne ja moottorikokoonpano korroosiosuojausta varten?
Pintapinnoitteet eivät yksin riitä – magneetti- ja moottorikokoonpanon suunnitteluvalinnat ovat ratkaisevassa asemassa korroosioriskin minimoinnissa. Nämä optimoinnit täydentävät pinnoitteita ja pidentävät magneetin käyttöikää:
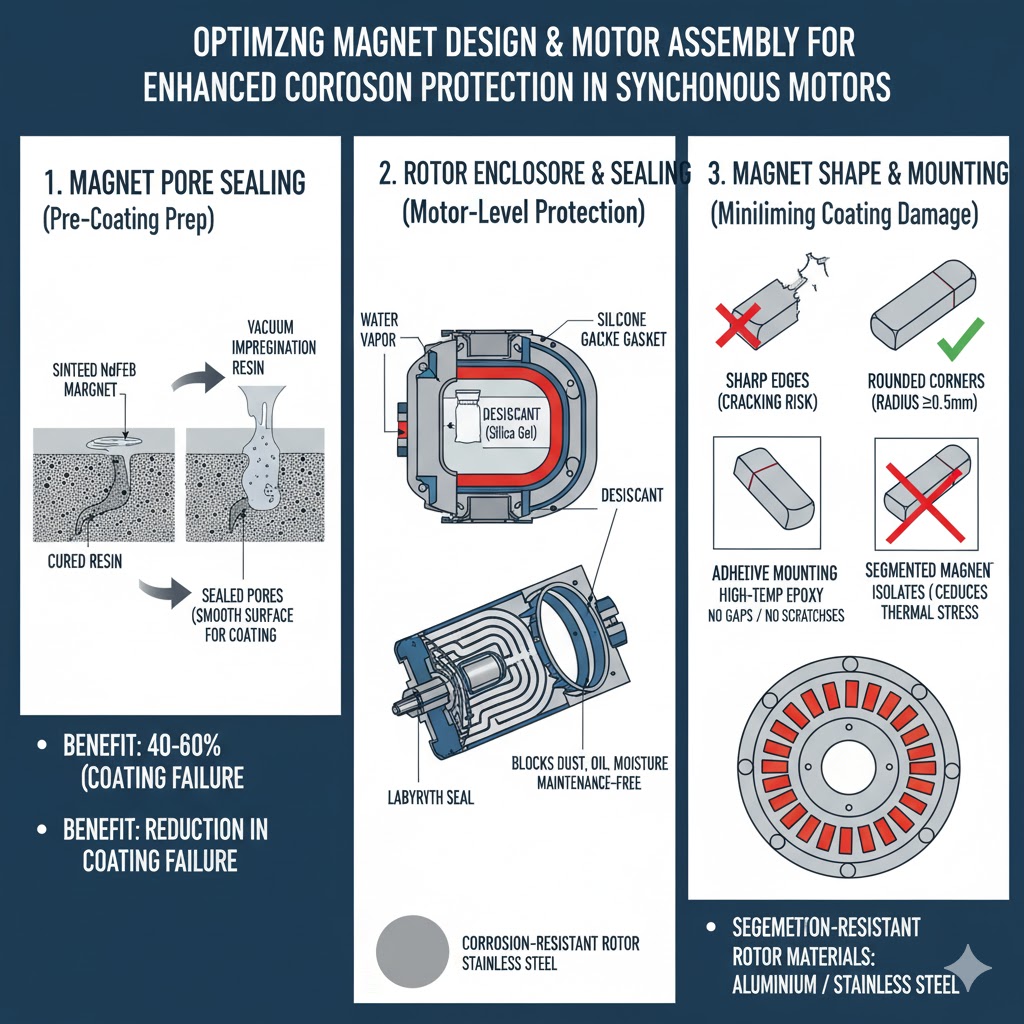
Magneettihuokosten tiivistys (esipinnoitteen valmistelu)
Sintratun NdFeB:n pintahuokoset vangitsevat kosteutta ja epäpuhtauksia, mikä heikentää pinnoitteen tehokkuutta. Huokosten tiivistys ennen pinnoitusta on välttämätöntä:
Prosessi: Sintrauksen jälkeen magneetit kastetaan alhaisen viskositeetin omaavaan hartsiin (esim. akryyliin tai silikoniin), joka tunkeutuu huokosten läpi (tyhjiöimpregnoinnin kautta) ja kovetetaan sitten niiden sulkemiseksi. Tämä luo sileän, huokosettoman pinnan pinnoitteen tarttumista varten.
Hyöty: Suljetut huokoset vähentävät pinnoitteen rikkoutumista 40–60 % – pinnoitteet eivät enää "siltaa" huokosten yli (jotka voivat halkeilla ja päästää kosteutta sisään). Synkronisille moottorimagneeteille tämä vaihe on pakollinen Ni-P- tai PVD-pinnoitteille.
Roottorin kotelo ja tiivistys (moottoritason suojaus)
Moottorin roottori (johon magneetit on asennettu) tulee sulkea, jotta kosteus ja epäpuhtaudet eivät pääse magneeteihin:
Hermeettinen tiivistys: Kosteissa ympäristöissä oleville moottoreille (esim. sähköautot, merisovellukset) käytä hermeettisesti suljettua roottorikoteloa, jossa on kumitiivisteet (esim. nitriili tai silikoni) vesihöyryn estämiseksi. Lisää kuivausainetta (esim. silikageeliä) kotelon sisään jäännöskosteuden imemiseksi.
Labyrinttitiivisteet: Nopeissa synkronisissa moottoreissa (esim. tuuliturbiinit) käytä labyrinttitiivisteitä (lukittuvia metalliripoja) roottorin akselissa – ne luovat mutkaisen reitin, joka estää pölyn, öljyn ja kosteuden pääsyn magneettialueelle. Labyrinttitiivisteet ovat huoltovapaita ja kestävät korkeita lämpötiloja.
Korroosionkestävät roottorimateriaalit: Käytä alumiinia tai ruostumatonta terästä (304/316) roottorin sydämenä – nämä materiaalit eivät ruostu ja estävät galvaanista korroosiota (kun erilaiset metallit, kuten rauta ja kupari, reagoivat elektrolyyttien läsnäollessa).
Magneetin muoto ja asennus (minimoi pinnoitteen vauriot)
Tapa, jolla magneetit muotoillaan ja asennetaan roottoriin, vaikuttaa pinnoitteen eheyteen:
Sileät reunat ja kulmat: Vältä teräviä reunoja (jotka ovat alttiita pinnoitteen halkeilulle) suunnittelemalla magneetteja, joissa on pyöristetyt kulmat (säde ≥0,5 mm). Terävät reunat voivat halkeilla asennuksen aikana paljastaen paljaan magneettimateriaalin.
Liimakiinnitys (mekaanisen kiinnityksen sijaan): Käytä korkean lämpötilan epoksiliimoja (esim. epoksihartseja, joissa on keraamisia täyteaineita) kiinnittääksesi magneetit roottoriin – mekaaniset puristimet (esim. metallikannattimet) voivat naarmuttaa pinnoitteita tai luoda rakoja, joihin kosteus kerääntyy. Liimat myös täyttävät pienet raot magneettien ja roottorin välillä vähentäen kosteuden vangitsemista.
Segmentoitu magneettirakenne: Käytä suuria roottoreita varten pieniä segmentoituja magneetteja (yhden suuren magneetin sijasta) – jos yhden segmentin pinnoite on vaurioitunut, korroosio rajoittuu kyseiseen segmenttiin (estää täydellisen roottorin vian). Segmentit vähentävät myös lämpöjännitystä (vähemmän laajenemista/kutistumista), mikä pienentää pinnoitteen halkeiluriskiä.
Mitkä huolto- ja käyttötavat estävät korroosiota?
Jopa pinnoitteilla ja suunnittelun optimoinnilla, säännöllinen huolto ja asianmukainen toiminta ovat avainasemassa magneettien käyttöiän pidentämisessä synkronisissa moottoreissa. Nämä käytännöt koskevat kulumista, pinnoitevaurioita ja ympäristöaltistusta:
Säännöllinen tarkastus ja pinnoitteen korjaus
Silmämääräiset tarkastukset: Tarkasta 6–12 kuukauden välein (tai äärimmäisille olosuhteille, kuten rankkasateelle altistumisen jälkeen) moottorin sisäosien varalta (tarkastusporttien kautta) korroosion merkkien varalta: magneeteissa oleva punainen/ruskea ruoste, kuplivat tai hilseilevät pinnoitteet tai valkoiset oksidijäämät.
Tuhoamaton testaus (NDT): Kriittisten moottoreiden (esim. tuuliturbiinien) tapauksessa käytä ultraäänitestausta piilotetun korroosion havaitsemiseksi pinnoitteiden alla (esim. huokosten sisällä oleva pistesyöpyminen) tai pyörrevirtatestausta pinnoitteen paksuuden tarkistamiseksi.
Pistekorjaukset: Jos havaitaan pieniä pinnoitevaurioita (esim. naarmu), puhdista alue alkoholilla, levitä pieni määrä epoksihartsia (matalien lämpötilojen moottoreille) tai Ni-P-korjausmaalia (korkean lämpötilan moottoreille) ja koveta se valmistajan ohjeiden mukaisesti. Tämä estää paikallisen korroosion leviämisen.
Kosteuden ja lämpötilan hallinta
Kuivaus: Moottoreille, joita varastoidaan tai käytetään korkean kosteuden ympäristöissä (RH > 60 %), asenna ilmankuivain moottorihuoneeseen tai käytä lämmitintä (pieni lämmitin roottorin sisällä) pitääksesi sisätilat kuivana (RH < 40 %).
Vältä lämpöshokkia: Minimoi nopeat lämpötilan muutokset (esim. kylmän moottorin käynnistäminen täydellä kuormituksella) – lämpöshokki aiheuttaa pinnoitteen halkeilua. Sen sijaan nosta moottorin nopeutta asteittain (5–10 minuutin aikana), jotta magneetti ja pinnoite kuumenevat tasaisesti.
Jäähdytysnesteen huolto: Nestejäähdytteisten synkronimoottoreiden osalta tarkista jäähdytysnesteen tasot ja laatu 3–6 kuukauden välein. Vaihda jäähdytysneste, joka on saastunut vedellä (mäytä refraktometriä glykolipitoisuuden mittaamiseen) tai jonka pH on 7–9 ulkopuolella (hapan/emäksinen jäähdytysneste syövyttää pinnoitteita).
Epäpuhtauksien hallinta
Öljyn ja pölyn hallinta: Pidä moottorin alue puhtaana – pyyhi öljyroiskeet välittömästi pois (moottoriöljy sisältää rikkiä, joka hajottaa Ni-P-pinnoitteita) ja käytä ilmansuodattimia pölyn kertymisen estämiseksi (pöly sitoo kosteutta, kiihdyttää korroosiota).
Vältä altistusta kemikaaleille: Varmista teollisuusmoottoreissa, ettei moottori ole alttiina hapoille, emäksille tai liuottimille (esim. puhdistuskemikaaleille). Jos altistuminen tapahtuu, huuhtele moottorin ulkopuoli vedellä (jos se on turvallista) ja kuivaa se huolellisesti.
Käyttöiän lopun käsittely
Kun moottori on poistettu käytöstä, poista ja tarkasta magneetit – jos pinnoitteet ovat ehjät ja korroosio on vähäistä, magneetteja voidaan käyttää uudelleen alhaisemman tehon moottoreissa (esim. pienissä pumpuissa). Tämä vähentää jätettä ja alentaa vaihtokustannuksia. Hävitä syöpyneet magneetit asianmukaisesti (paikallisten määräysten mukaisesti) ympäristön saastumisen välttämiseksi (Nd on harvinainen maametalli, joka voi huuhtoutua maaperään/veteen).
Mitkä ovat parhaat käytännöt tietyille synkronisille moottorisovelluksille?
Korroosiosuojaustarpeet vaihtelevat sovelluksen mukaan – alla on räätälöityjä suosituksia yleisimmille synkronimoottoreille:
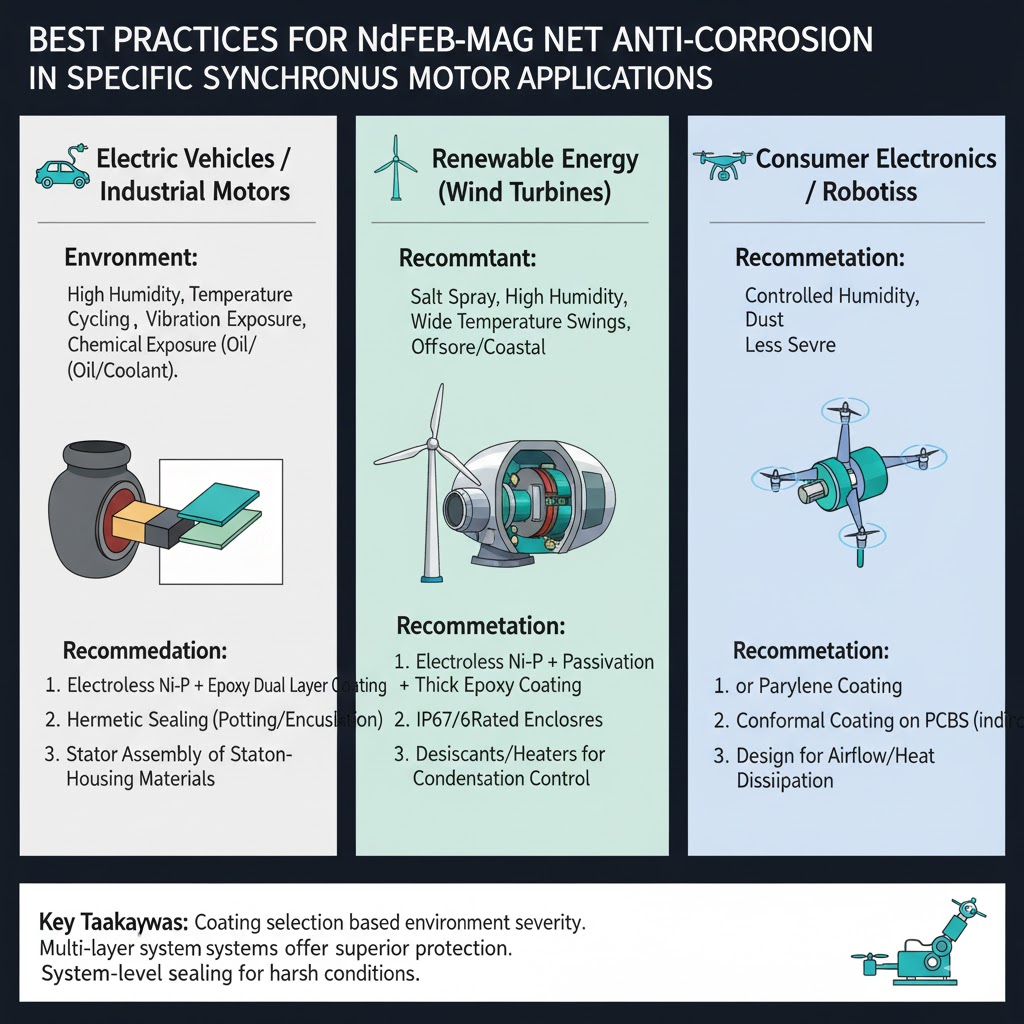
Sähköajoneuvojen vetomoottorit (korkea tärinä, lämpöpyöräily)
Pinnoite: Ni-P epoksipintamaali (Ni-P korroosionkestävyyttä varten, epoksi joustavuutta kestämään tärinää/lämpökiertoa).
Rakenne: Hermeettisesti suljettu roottori silikonitiivisteillä, segmentoiduilla magneeteilla, jotka on sidottu korkean lämpötilan epoksiin, ja kuivausaine roottorin kotelossa.
Huolto: Tarkasta jäähdytysnesteen laatu 6 kuukauden välein, vältä ajamista syvän veden läpi (kotelon vuotojen estämiseksi) ja korjaa pinnoitteen vaurioita törmäyksen jälkeen.
Tuuliturbiinigeneraattorit (ulkona, altistuminen suolaiselle vedelle)
Pinnoite: Zn-Ni-seos (rannikkoturbiineille) tai PVD Al2O3 (korkean lämpötilan sisävesiturbiineille).
Rakenne: Labyrinttitiivisteet roottorin akselissa, ruostumaton teräs roottorin ydin ja sadesuoja moottorin päällä estämään suoran veden altistumisen.
Huolto: Vuosittaiset NDT-tarkastukset, puhdista moottorin ulkopuoli makealla vedellä 3 kuukauden välein (suolakertymien poistamiseksi) ja vaihda kuivausaineet 2 vuoden välein.
Teollisuuspumppumoottorit (märkä, kemiallinen altistus)
Pinnoite: Epoksihartsi korroosionestoaineilla (kustannustehokas) tai Ni-P (kemiallinen kestävyys).
Rakenne: Hermeettinen roottorin tiiviste, liimalla kiinnitetyt magneetit ja korroosionkestävä roottorikotelo (alumiinia).
Huolto: Tarkista jäähdytysnesteen vuodot kuukausittain, vaihda kuluneet tiivisteet 12 kuukauden välein ja vältä kovien puhdistuskemikaalien käyttöä moottorin lähellä.
Yhteenvetona voidaan todeta, että synkronimoottoreiden sintrattujen NdFeB-magneettien suojaaminen vaatii monikerroksisen lähestymistavan: tehokkaat pintapinnoitteet (sovitettu sovellukseen), suunnittelun optimointi (huokosten tiivistys, roottorin tiivistys) ja säännöllinen huolto (tarkastus, kosteudenhallinta). Yhdistämällä näitä strategioita valmistajat ja operaattorit voivat pidentää magneettien käyttöikää 5–8 vuodesta 15–20 vuoteen, mikä vähentää moottorin seisokkeja ja vaihtokustannuksia – mikä on kriittistä sähköautojen, uusiutuvan energian järjestelmien ja teollisuuslaitteiden luotettavuuden kannalta.
Jinlun Magnet on erikoistunut tutkimukseen ja kehitykseen, korkean suorituskyvyn harvinaisten maametallien tuotanto ja myynti magneettimateriaalit.
Pikalinkit
Yhteystiedot.
-
 Sales00@jlmagnet.com
Sales00@jlmagnet.com
-
 +86-574-6321 2222
+86-574-6321 2222
-
 No. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, Zhejiangin maakunta, Kiina
No. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, Zhejiangin maakunta, Kiina
Mobiili QR-koodi
Tekijänoikeus © Ningbo Jinlun Magnet Technology Co., Ltd. Kaikki oikeudet pidätetään.
Kiinan sintrattujen NdFeB-magneettien valmistaja tukku sintrattu NdFeB magneetti tehdas

TOP

